
В света на производството на полупроводници с високи залози, прецизността не е просто цел; тя е валутата за оцеляване. Тъй като чиповете се свиват до нанометрови мащаби, машините, отговорни за тяхното създаване – литографски стъпкови машини, скенери за пластини и метрологични инструменти – трябва да работят с непоколебима стабилност. В продължение на две десетилетия нашата компания е начело на тази индустрия, осигурявайки фундаменталната основа за тези чудеса на инженерството: висококачествени прецизни гранитни компоненти.
Въпреки това, пътят на нашето партньорство с водещ световен производител на полупроводниково оборудване (OEM) разкрива, че нашата стойност се простира отвъд простото доставяне на камък. Това е история за това как задълбочената инженерна експертиза и персонализираните решения за материали могат да решат сложни оперативни проблеми. Този казус описва подробно как си сътрудничихме с този клиент, за да се справим с критична проблемна точка – прекомерното време за калибриране – и постигнахме зашеметяващото намаление от 40%, подобрявайки производителността и надеждността им.
Предизвикателството: Високата цена на дрейфа и престоите
Нашият клиент, водещ доставчик на оборудване за производство на пластини, се сблъска с постоянно предизвикателство, свързано с най-новото поколение високопроизводителни метрологични инструменти. Тези машини, предназначени за проверка на пластини за микроскопични дефекти, разчитаха на сложни системи за движение, за да позиционират сензорите с нанометрова точност.
Проблемът: Време за калибриране
Въпреки сложността на електрониката и софтуера си, машините страдаха от „дрейф“. Тъй като температурата на фабричната среда се колебаеше и машините генерираха вътрешна топлина, структурните рамки на оборудването се разширяваха и свиваха миниатюрно.
Въпреки сложността на електрониката и софтуера си, машините страдаха от „дрейф“. Тъй като температурата на фабричната среда се колебаеше и машините генерираха вътрешна топлина, структурните рамки на оборудването се разширяваха и свиваха миниатюрно.
- Последица: За да се поддържа точност, машините трябваше да извършват цикъл на „насочване към началната точка“ или калибриране на всеки 4 часа.
- Продължителност: Всеки цикъл на калибриране отнемаше приблизително 25 минути.
- Въздействието: В индустрия, където „общата ефективност на оборудването“ (OEE) е от първостепенно значение, загубата на 25 минути производствено време на всеки 4 часа беше неприемлива. Това доведе до значителни загуби на производителност и разочарование на крайните потребители (леярни за чипове), които изискваха 24/7 работно време.
Инженерният екип на клиента подозираше, че основната причина се крие в структурната стабилност на основата на машината и подвижните портали, които бяха изработени от композитна метална сплав. Те се нуждаеха от решение, което предлага превъзходна термична стабилност, без да изисква цялостно препроектиране на архитектурата на системата за управление на движението.
Физиката на проблема: Защо металът беше границата
За да разберем защо клиентът се сблъсква с тези проблеми с калибрирането, трябваше да разгледаме материалознанието. Оригиналният дизайн на оборудването използваше заварена стомана и чугун за структурната основа. Въпреки че тези материали са здрави, те притежават два ясни недостатъка при високопрецизни приложения:
- Висок коефициент на термично разширение: Стоманата се разширява приблизително два пъти повече от гранита при същата температурна промяна. Дори промяна от 1°C в чистото помещение може да доведе до изкривяване на металната рамка дотолкова, че да наруши подравняването на машината, което ще доведе до необходимост от повторно калибриране.
- Вътрешно напрежение: Заварените конструкции съдържат остатъчни напрежения от производствения процес. С течение на времето тези напрежения се облекчават, което води до леко „пълзене“ или изкривяване на рамката, което допълнително допринася за грешки при подравняване.
Клиентът се нуждаеше от материал, който е термично инертен, размерно стабилен и способен да абсорбира вибрациите, генерирани от високоскоростните двигатели. Нуждаеше се от прецизни гранитни компоненти.
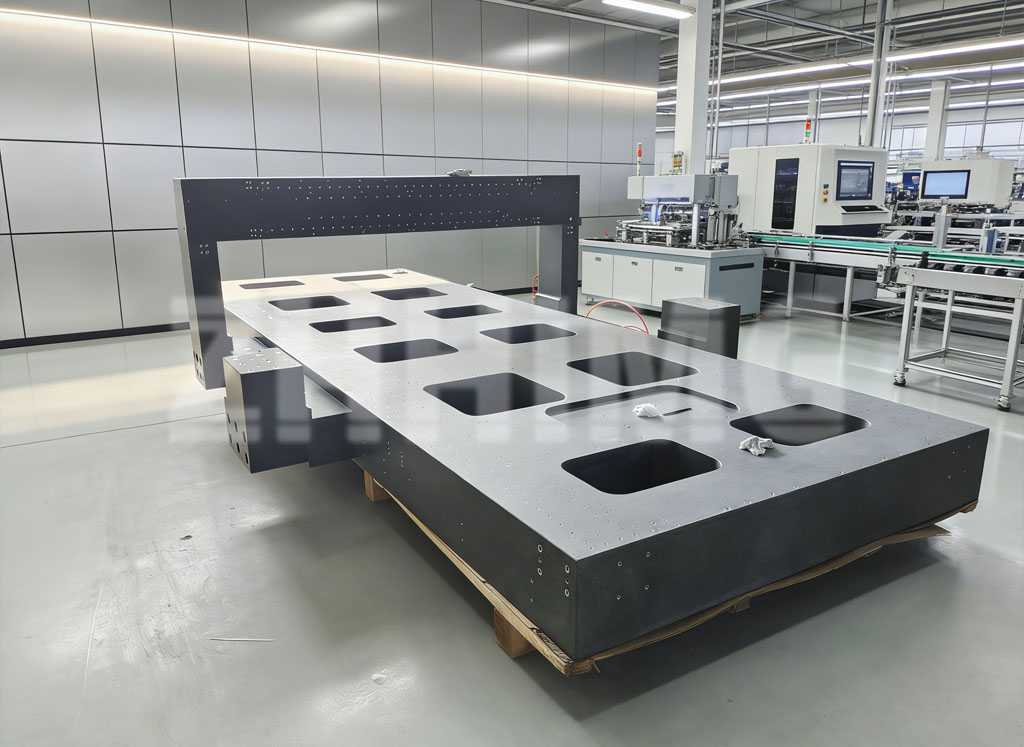
Решението: Гранитна архитектура по поръчка
Възползвайки се от 20-годишния си опит в индустрията, нашият инженерен екип предложи цялостно преоборудване и редизайн на структурното ядро на машината. Ние не просто доставихме каменен блок; ние разработихме система.
Избор на материал: Гранит „Черна галактика“
Избрахме първокласен естествен гранит, специално подбран заради неговата финозърнеста структура и висока плътност. Този материал предлагаше:
Избрахме първокласен естествен гранит, специално подбран заради неговата финозърнеста структура и висока плътност. Този материал предлагаше:
- Ниско термично разширение: Приблизително 5,4 × 10⁻⁶/°C, значително по-ниско от това на стоманата.
- Висока способност за потискане: Гранитът абсорбира вибрациите 10 пъти по-добре от чугуна, което гарантира, че шумът от двигателя не пречи на чувствителни измервания.
Иновация в дизайна: Геометрията „без стрес“
Един от най-големите рискове при използването на гранит е теглото и трудността при машинна обработка. Нашият екип използва усъвършенствано CAD моделиране, за да оптимизира геометрията на основата. Проектирахме вътрешни оребрени структури, които увеличиха максимално твърдостта, като същевременно минимизираха масата.
Един от най-големите рискове при използването на гранит е теглото и трудността при машинна обработка. Нашият екип използва усъвършенствано CAD моделиране, за да оптимизира геометрията на основата. Проектирахме вътрешни оребрени структури, които увеличиха максимално твърдостта, като същевременно минимизираха масата.
Освен това, внедрихме дизайн с „кинематично свързване“. Вместо да закрепваме гранита директно към стоманената шаси (което би пренесло напрежението), използвахме триточкова система за монтаж с регулируеми нивелиращи подложки. Това гарантира, че гранитът остава в състояние на чисто равновесие, без външни сили, които биха могли да причинят деформация.
Производственият процес
Създаването на тези компоненти изискваше производствени възможности на микронно ниво:
Създаването на тези компоненти изискваше производствени възможности на микронно ниво:
- CNC прецизна обработка: Използвахме инструменти с диамантени върхове за обработка на гранита с толеранс от ±5 микрона.
- Полиране и притискане: Направляващите, по които ще се движат линейните двигатели, бяха притискани ръчно, за да се постигне повърхностна обработка с Ra по-малка от 0,5 микрона. Тази ултрагладка повърхност намали триенето и ефекта на залепване и приплъзване, като допълнително подобри стабилността на движението.
Внедряване: От прототип до производство
Преходът беше поетапен, за да се сведе до минимум рискът. Първо доставихме комплект прототипи на гранитни основи за научноизследователския и развойен център на клиента.
Фаза 1: Валидиране
Клиентът монтира гранитната основа в тестова единица. Резултатите бяха незабавни. Термичното отклонение беше намалено с над 60% в сравнение със стоманената базова линия. Машината запази центровката си за значително по-дълги периоди.
Клиентът монтира гранитната основа в тестова единица. Резултатите бяха незабавни. Термичното отклонение беше намалено с над 60% в сравнение със стоманената базова линия. Машината запази центровката си за значително по-дълги периоди.
Фаза 2: Интеграция
След валидирането на материала, работихме с техния софтуерен екип, за да коригираме алгоритмите за компенсация на машината. Тъй като гранитната основа беше толкова стабилна, софтуерът вече не беше необходимо да прилага агресивни корекционни коефициенти, които преди това бяха източник на изчислително забавяне.
След валидирането на материала, работихме с техния софтуерен екип, за да коригираме алгоритмите за компенсация на машината. Тъй като гранитната основа беше толкова стабилна, софтуерът вече не беше необходимо да прилага агресивни корекционни коефициенти, които преди това бяха източник на изчислително забавяне.
Фаза 3: Пълно внедряване
Създадохме специална производствена линия за доставка на гранитни компоненти за техните масови производствени единици. Нашият контрол на качеството гарантира, че всяка отделна доставена основа е идентична, което позволява на производителя на оригинално оборудване (OEM) да мащабира производството си без отклонения.
Създадохме специална производствена линия за доставка на гранитни компоненти за техните масови производствени единици. Нашият контрол на качеството гарантира, че всяка отделна доставена основа е идентична, което позволява на производителя на оригинално оборудване (OEM) да мащабира производството си без отклонения.
Резултатите: 40% намаление на времето за калибриране
След шест месеца полеви опити в заводите на клиентите, данните потвърдиха успеха на проекта. Преминаването към прецизни гранитни компоненти даде количествено измерими резултати с голямо въздействие.
Количествени подобрения
| Метричен | Предишна (стоманена основа) | Ново (гранитна основа) | Подобрение |
|---|---|---|---|
| Честота на калибриране | На всеки 4 часа | На всеки 8 часа | 50% по-рядко |
| Продължителност на калибрирането | 25 минути | 15 минути | 40% по-бързо |
| Време на работа на машината | 92% | 96,5% | +4,5% Наличност |
| Пропускателна способност | 100 вафли/час | 104 вафли/час | +4% продукция |
Разбивката „40%“
Водещото постижение – 40% намаление на времето за калибриране – беше постигнато чрез два механизма:
Водещото постижение – 40% намаление на времето за калибриране – беше постигнато чрез два механизма:
- По-бързо време за установяване: Тъй като гранитът е поглъщал вибрациите толкова ефективно, сензорите са могли да се стабилизират и да отчитат много по-бързо по време на калибровъчната процедура. Машината не е трябвало да „чака“ вибрациите да отшумят.
- Намалени итерации: Стоманените основи често изискваха множество калибрационни проходи, за да се постигне точно подравняване поради термично отклонение по време на процеса. Гранитната основа беше достатъчно стабилна, така че калибрирането беше успешно още при първия проход.
Качествени ползи
Освен суровите числа, клиентът отчете значителни вторични ползи:
Освен суровите числа, клиентът отчете значителни вторични ползи:
- Подобрен добив: Стабилността на гранита намали шума от измерването, позволявайки откриването на по-малки дефекти, което подобри общия добив за производителите на чипове.
- По-лесна поддръжка: Гранитът не ръждясва и не корозира. Клиентът отбеляза намаляване на повикванията за поддръжка, свързани с корозия на основата или структурно деформиране.
- Удовлетвореност на клиентите: Крайните потребители (фабриките) съобщиха за по-висока надеждност, което укрепи репутацията на производителя на оригинално оборудване (OEM) на пазара.
Заключение: Стратегическа стойност на прецизния гранит
Този казус илюстрира, че калибрирането на полупроводниково оборудване не е просто софтуерно предизвикателство; то е структурно. Чрез справяне с първопричината за нестабилността – материала на основата на машината – успяхме да отключим подобрения в производителността, които само софтуерът не би могъл да постигне.
В продължение на 20 години ние помагаме на производителите да разширяват границите на възможното. Като доставяме прецизни гранитни компоненти, които служат като най-добрата основа за движение и измерване, ние даваме възможност на нашите клиенти да постигнат по-високи скорости, по-строги допуски и по-голяма ефективност.
Време на публикуване: 20 април 2026 г.